- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
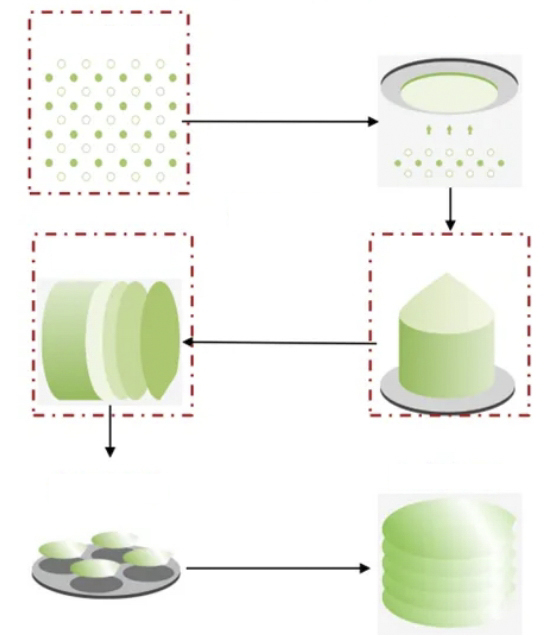
Substratskjæring og slipeprosess
SiC-substratmateriale er kjernen i SiC-brikken. Produksjonsprosessen av substratet er: etter oppnåelse av SiC-krystallblokken gjennom enkeltkrystallvekst; deretter forberedeSiC-substratkrever utjevning, avrunding, kutting, sliping (fortynning); mekanisk polering; kjemisk mekanisk polering; og rengjøring, testing osv. Prosess
Det er tre hovedmetoder for krystallvekst: fysisk damptransport (PVT), høytemperatur kjemisk dampavsetning (HT-CVD) og væskefaseepitaxi (LPE). PVT-metoden er mainstream-metoden for kommersiell vekst av SiC-substrater på dette stadiet. Veksttemperaturen til SiC-krystall er over 2000°C, noe som krever høy temperatur- og trykkkontroll. For tiden er det problemer som høy dislokasjonstetthet og høye krystalldefekter.
Substratskjæring kutter krystallblokken til wafere for påfølgende behandling. Kuttemetoden påvirker koordineringen av påfølgende sliping og andre prosesser av silisiumkarbidsubstratskiver. Ingotskjæring er hovedsakelig basert på flertrådsskjæring av mørtel og diamanttrådsagskjæring. De fleste eksisterende SiC-skiver er kuttet av diamanttråd. SiC har imidlertid høy hardhet og sprøhet, noe som resulterer i lavt waferutbytte og høye forbrukskostnader for å kutte ledninger. Avanserte spørsmål. Samtidig er skjæretiden for 8-tommers skiver betydelig lengre enn for 6-tommers skiver, og risikoen for at skjærelinjer setter seg fast er også høyere, noe som resulterer i redusert utbytte.
Utviklingstrenden for substratskjæringsteknologi er laserskjæring, som danner et modifisert lag inne i krystallen og skreller av waferen fra silisiumkarbidkrystallen. Det er en berøringsfri prosess uten materialtap og ingen mekaniske belastningsskader, så tapet er lavere, utbyttet er høyere og behandlingen. Metoden er fleksibel og overflateformen på SiC behandlet er bedre.
SiC-substratslipebehandling omfatter sliping (fortynning) og polering. Planariseringsprosessen av SiC-substrat inkluderer hovedsakelig to prosessveier: sliping og tynning.
Sliping er delt inn i grovsliping og finsliping. Den vanlige løsningen for grovsliping er en støpejernsskive kombinert med en krystall diamantslipevæske. Etter utviklingen av polykrystallinsk diamantpulver og polykrystallinsk-lignende diamantpulver, er silisiumkarbid finslipeprosessløsningen en polyuretanpute kombinert med en polykrystallinsk-lignende finslipevæske. Den nye prosessløsningen er honeycomb poleringspute kombinert med agglomererte slipemidler.
Tynning er delt inn i to trinn: grovsliping og finsliping. Løsningen med tynningsmaskin og slipeskive er tatt i bruk. Den har en høy grad av automatisering og forventes å erstatte den slipetekniske ruten. Tynningsprosessløsningen er strømlinjeformet, og tynning av høypresisjonsslipeskiver kan spare ensidig mekanisk polering (DMP) for poleringsringen; Bruken av slipeskiver har rask prosesseringshastighet, sterk kontroll over prosessoverflatens form, og er egnet for waferbehandling i stor størrelse. Samtidig, sammenlignet med den dobbeltsidige behandlingen av sliping, er tynning en enkeltsidig prosesseringsprosess, som er en nøkkelprosess for sliping av baksiden av waferen under epitaksial produksjon og waferpakking. Vanskeligheten med å fremme tynningsprosessen ligger i vanskeligheten med forskning og utvikling av slipeskiver og de høye produksjonsteknologiske kravene. Graden av lokalisering av slipeskiver er svært lav, og kostnadene for forbruksvarer er høye. For tiden er markedet for slipeskiver hovedsakelig okkupert av DISCO.
Polering brukes til å glatte utSiC-substrat, eliminere overflateriper, redusere ruhet og eliminere prosesseringsstress. Den er delt inn i to trinn: grovpolering og finpolering. Alumina poleringsvæske brukes ofte til grovpolering av silisiumkarbid, og aluminiumoksid poleringsvæske brukes mest til finpolering. Silisiumoksid poleringsvæske.



